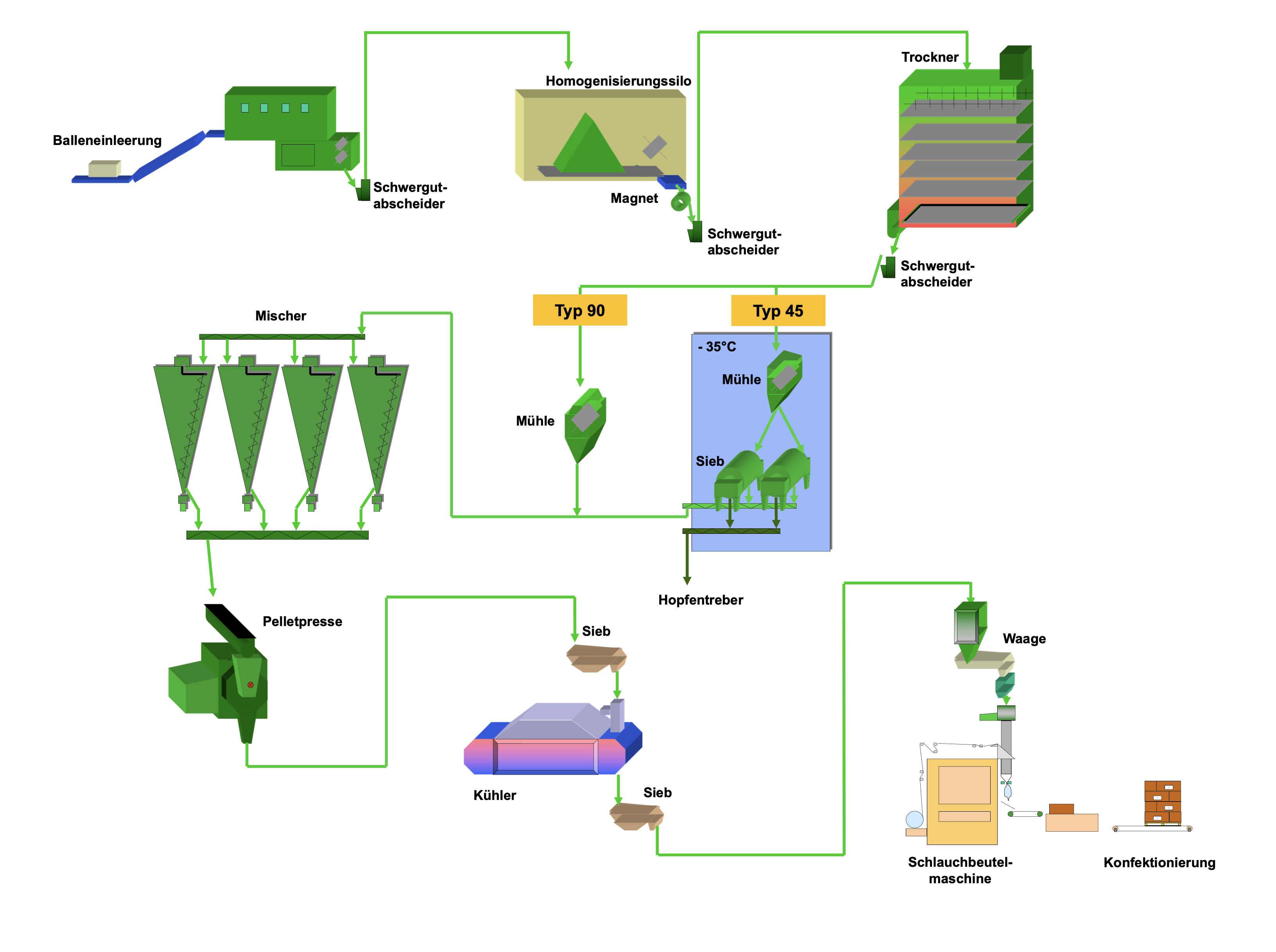
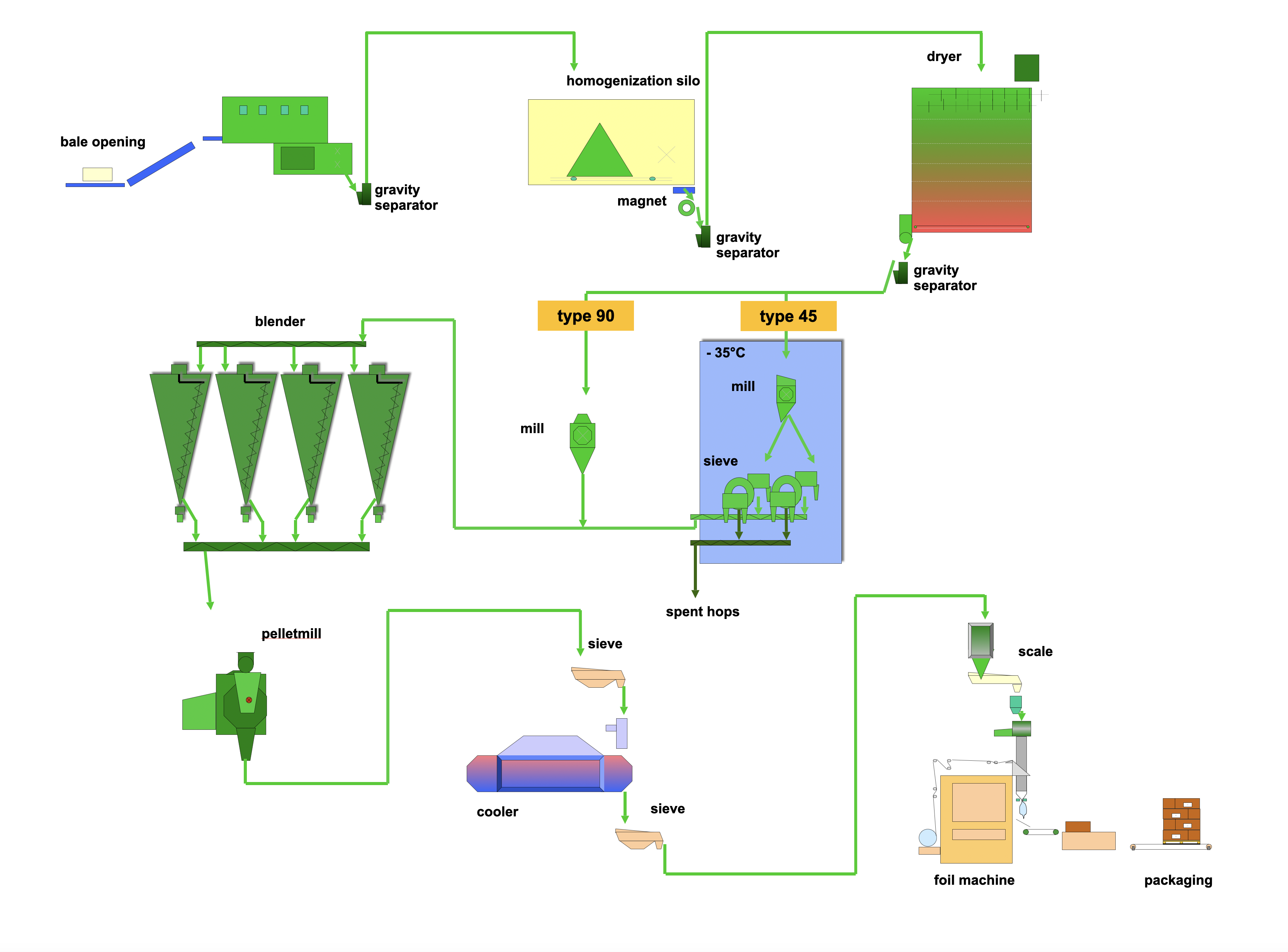
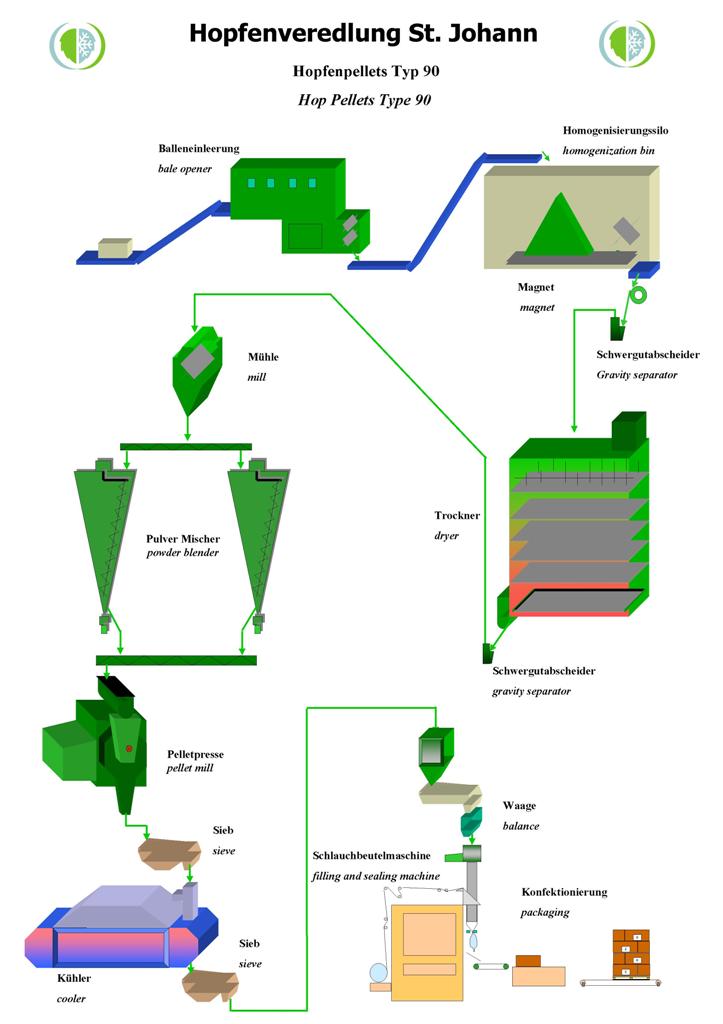
For non-enriched pellets (type 90), the pressed raw hops are first loosened and homogenized. It is then post-dried, freed from heavy material and foreign particles, and milled. The resulting hop powder is fed into a mixer, where it is homogenized again and then processed into pellets in the pellet mills. Interim storage in silos is followed by immediate filling of the pellets.
In the production of enriched pellets (type 45) we have additional processing steps. Before the hops enter the blenders, they are milled and sieved in the deep-freeze area at approx. -36 °C. The hops are then processed in the blender. Due to the extremely low temperature, a complete crystallization of the contained resins, consequently also of the lupulin, takes place. In this way, the entire ground material can be separated into less desirable components such as cone leaves, stems, and stalks (coarse material) and the desirable lupulin of high brewing value (fine material) by means of vibrating centrifuges. Standardization to a defined α-acid content is then achieved by controlled merging of an appropriate quantity of fine and coarse material in the mixer. The further process is similar to that of the non-enriched pellets.
In the case of isomerized hop pellets (ISO), the process is in accordance with Type 90 or Type 45. In addition, a magnesium oxide dosage is carried out during the powder mixing process and subsequent storage of the pellets in a heat zone for a defined period of time.
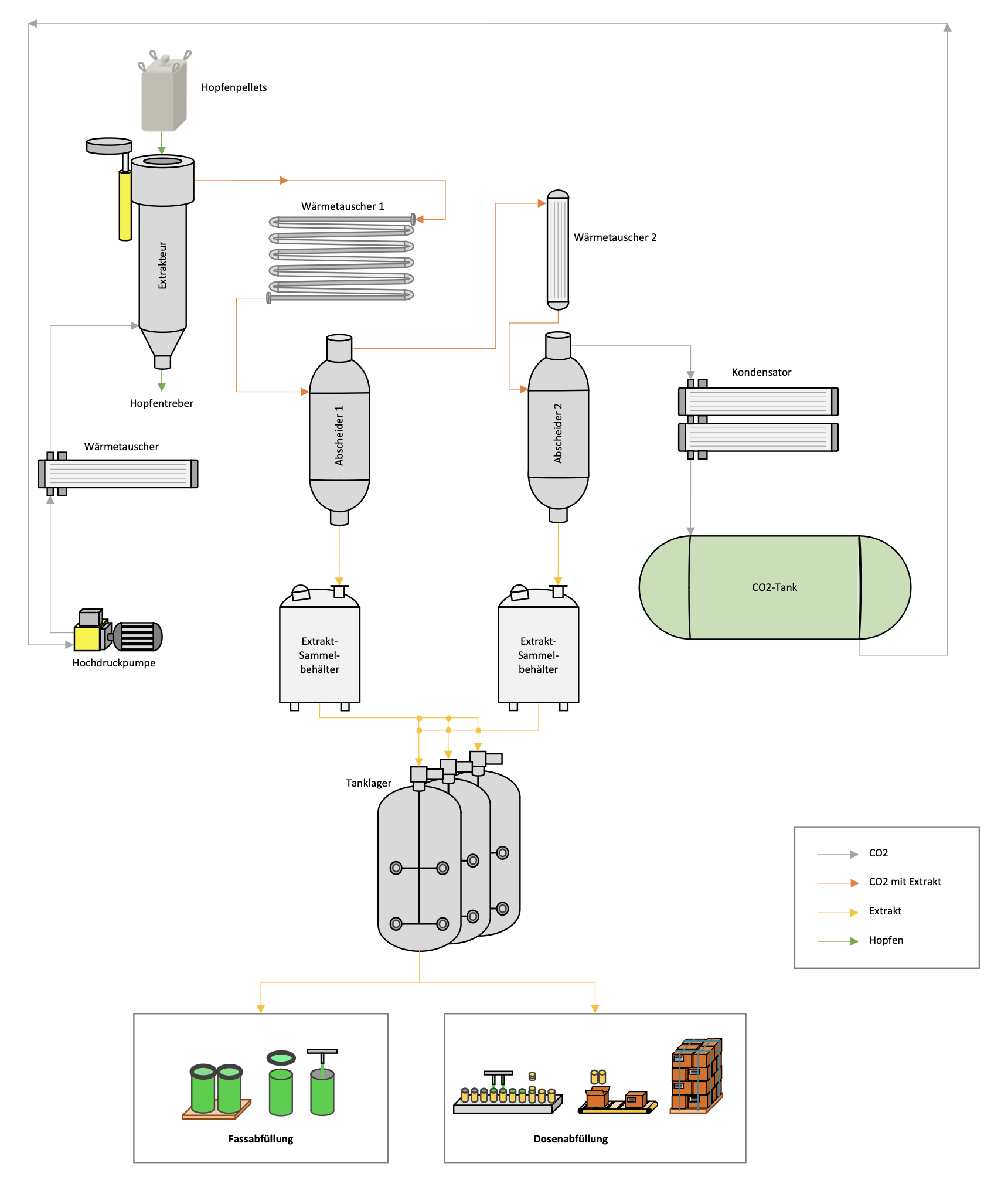
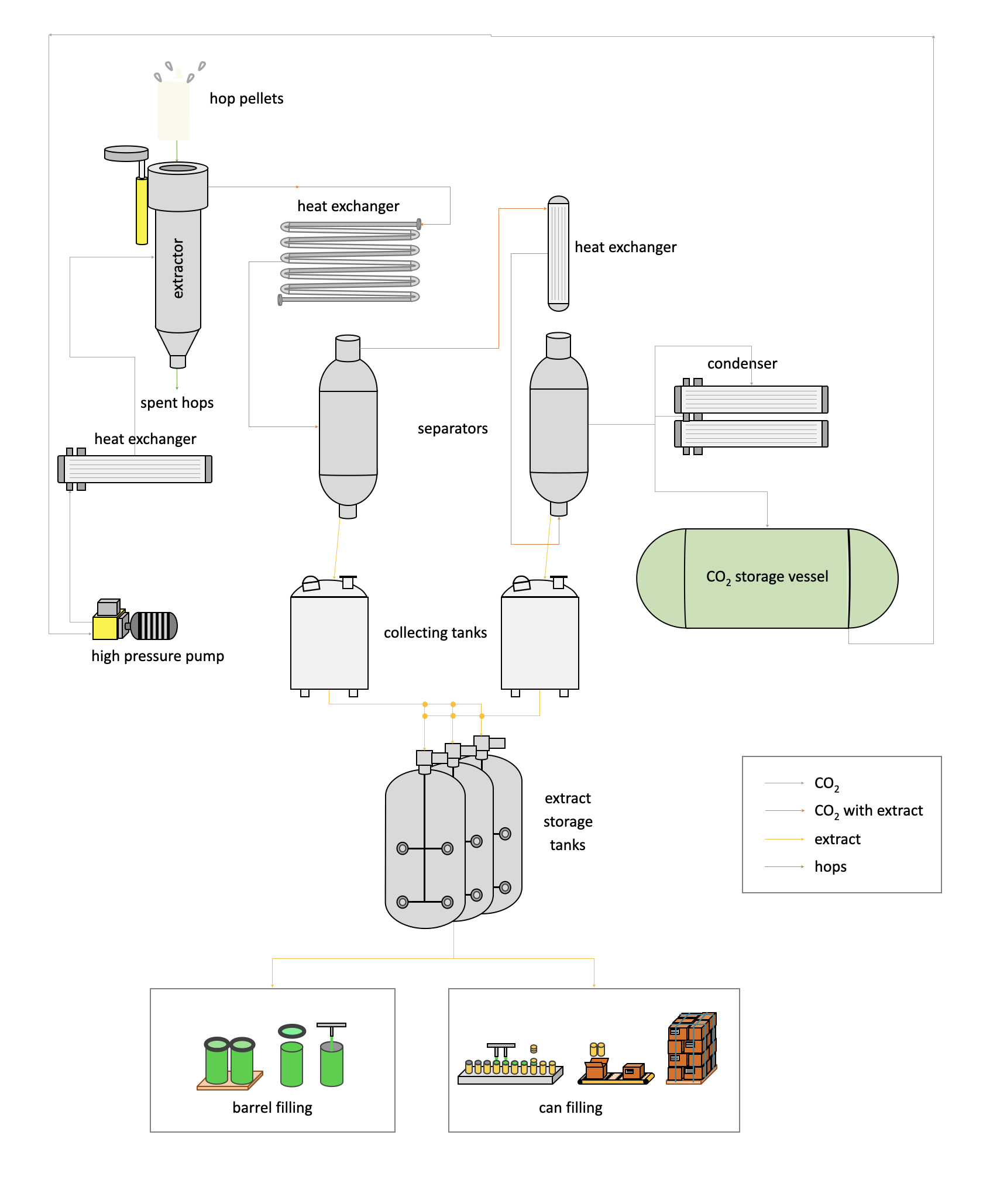
The raw hops are pre-pelletized in a special production plant. These hop pellets are filled into an extraction container (=extractor). To extract the ingredients from the hops, we use the biogenic solvent carbon dioxide, in short CO2. With the aid of a pump, the liquid CO2 is compressed to the extraction pressure of up to 500 bar. This produces supercritical CO2, which flows through the hops in the extractor and dissolves the brewing-relevant substances. Subsequently, by lowering the pressure in the separator, the CO2 and extract are separated from each other again. By stepwise regulation of various parameters, two different fractions, oil-reduced and oil-enriched extract, can be produced.
The extracts are pumped from the separator to the tank farm and prepared for filling.
The CO2 is liquefied again in a heat exchanger and returned to the cycle.
For the production of Isomerized Kettle Extract we have a separate production plant.